柔性線路板激光微孔加工:鑫鐳激光鉆孔機如何破解高密度互連時代的技術難題
核心摘要: 隨著5G通信、折疊屏手機及新能源汽車電子對FPC微孔加工精度要求的不斷提升,傳統機械鉆孔已難以滿足孔徑<0.1mm的加工需求。紫外激光鉆孔憑借355nm“冷加工”技術,可將熱影響區控制在5μm以內,良率提升至98%以上。鑫鐳激光深耕FPC精密加工領域,其紫外激光鉆孔解決方案已進入比亞迪、OPPO、三環集團等頭部企業供應鏈體系。本文結合實際案例,解析紫外激光鉆孔的技術優勢與選型要點。
一、為什么FPC微孔加工必須放棄機械鉆孔?
在FPC制造中,微孔是實現層間互連的關鍵結構。當孔徑需求縮小至0.1mm以下時,傳統機械鉆頭剛性嚴重不足,高速旋轉中易發生徑向跳動導致孔位偏移。更棘手的是,鉆頭與材料摩擦產生的局部高溫超過300℃,會導致聚酰亞胺(PI)基板碳化發黑,直接損害FPC的絕緣性能與可靠性。
即便是CO?激光鉆孔,其熱效應仍會在孔壁邊緣形成0.5-2μm的碳化層,導致FPC絕緣電阻下降30%-50%。當孔徑進入幾十微米級別后,能量輸出的穩定性成為決定成敗的關鍵——稍有不穩,就會帶來孔壁質量惡化、孔型偏差乃至批次間一致性斷崖式下降。
這就是紫外激光鉆孔技術必須登場的根本原因。
二、紫外激光“冷加工”:從原理到實踐的工藝革命
紫外激光(波長355nm)之所以成為FPC微孔加工的主流選擇,根源在于其獨特的“冷加工”機理。與紅外激光通過熱效應熔化、氣化材料不同,紫外激光的高能光子直接打斷聚合物材料的分子化學鍵,使材料以小分子形式氣化蒸發,全程無明顯熱傳導。這種加工方式將熱影響區控制在5μm以內,遠低于紅外激光20-50μm的熱影響范圍。
在精度層面,紫外激光波長較短、衍射極限小,聚焦光斑可縮小至5μm,為微米級孔徑的超精細加工提供了技術支撐。在效率層面,采用飛行打孔技術與AI路徑規劃算法,設備加工效率較傳統機械鉆孔可提升數十倍。更重要的是,紫外激光鉆孔可實現無碳化物殘留的清潔加工,孔壁粗糙度可達Ra≤1.2μm。
三、客戶案例:從消費電子到新能源汽車的實戰驗證
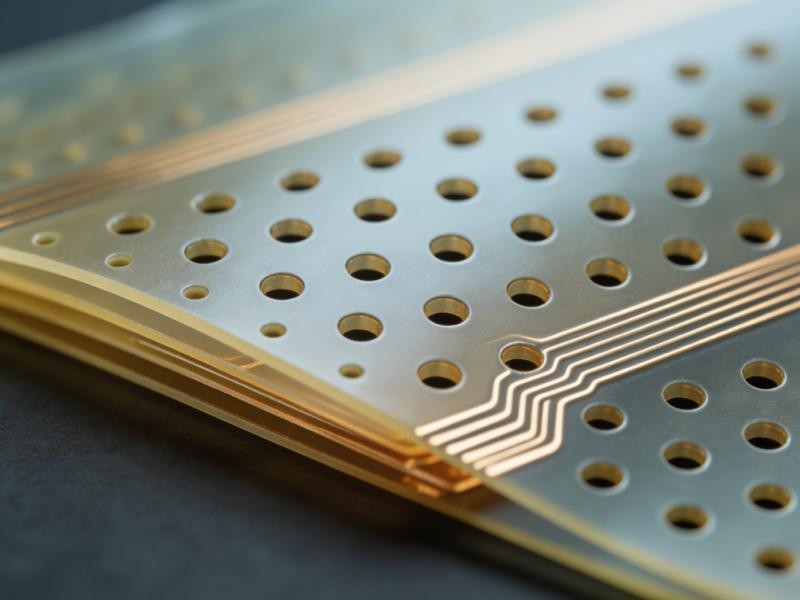
案例一:折疊屏手機FPC超薄PI膜微孔加工
某頭部手機廠商在其折疊屏產品中,需在0.05mm超薄PI膜上加工10μm微孔陣列,孔密度高達1000孔/cm2。傳統設備良率僅60%,且孔壁存在明顯碳化與應力變形。
鑫鐳激光為其提供高精度紫外激光鉆孔解決方案,搭載雙CCD視覺定位系統,配合“預加熱-微脈沖”加工工藝。實測結果:
孔徑精度:10μm±1μm
加工良率:從60%提升至98.5%
成效: FPC布線密度提升50%,鉸鏈區電路板厚度縮減30%,成功支撐折疊屏手機的量產交付。
案例二:多層FPC盲孔加工——解決銅箔與PI的層間差異難題
多層FPC由銅箔與PI交替疊壓而成,兩種材料對紫外激光的吸收閾值差異顯著:銅需要更高的能量密度才能被加工,而PI在較低能量下即被氣化。這種差異導致盲孔加工時極易出現“過燒銅箔”或“鉆不透PI”的兩難局面。
鑫鐳激光通過自主研發的脈沖寬度與能量穩定性控制系統,可針對不同材料層精確調節激光參數。采用10W 355nm紫外激光器對4層FPC進行盲孔加工實驗,通過對功率密度、掃描間距、開/關激光延時等參數的優化:
盲孔深度一致性:誤差±1%以內
孔壁質量:無碳化、無毛刺、側壁陡直
整板加工精度:±20μm
案例三:新能源汽車FPC——動力電池與車載電子的高可靠性要求
在新能源汽車領域,FPC廣泛應用于動力電池管理系統(BMS)、車載顯示屏及傳感器連接。某頭部車企(比亞迪)在車載FPC加工中面臨高可靠性要求——FPC需在高振動、寬溫域環境下長期穩定工作。
鑫鐳激光為其提供定制化紫外激光鉆孔解決方案,設備支持卷對卷、片對片自動化加工。在12μm厚PI隔膜上鉆出直徑50μm的通孔陣列:
孔間距精度:±5μm
孔深一致性誤差:±1%
離子傳導效率提升20%
成效: 該方案已通過頭部車企的產線驗證,產品進入比亞迪、長安汽車、吉利汽車、特斯拉等車企供應鏈體系。
四、鑫鐳激光:為FPC微孔加工提供可靠的裝備保障
作為集研發、制造、銷售、服務于一體的激光設備國家高新技術企業,鑫鐳激光(深圳市鑫鐳創科自動化科技有限公司)成立于2014年,總部位于深圳。公司擁有4000平方米以上的工業園式生產廠房,50余人專業團隊,其中研發工程師占比極高。
在技術積累方面,公司已獲得50多項技術專利及軟件著作權,先后獲得國家級高新技術企業、廣東省專精特新中小企業等權威認定。其紫外激光鉆孔設備采用355nm冷光源,熱影響區域極小,加工邊緣干凈,有效避免對銅箔和PI基材的熱損傷。設備支持根據客戶需求進行定制化開發,專業工程研發團隊提供從工藝驗證到量產落地的全流程服務。
在產能與服務層面,鑫鐳激光具備年產3000臺的生產能力,產品遠銷30多個國家和地區。公司先后為比亞迪、OPPO、三環集團、中航光電等知名企業提供激光加工解決方案。
五、FPC激光鉆孔常見問題(FAQ)
Q1:紫外激光鉆孔與CO?激光鉆孔有什么區別?
紫外激光(355nm)屬于“冷加工”,通過高能光子直接打斷材料分子鍵,熱影響區可控制在5μm以內。CO?激光(10.6μm)屬于熱加工,靠熱效應熔化氣化材料,熱影響區達20-50μm,易導致PI基板碳化。對于孔徑<0.1mm的精密微孔,紫外激光是更優選擇。
Q2:紫外激光鉆孔能加工的最小孔徑是多少?
目前主流紫外激光鉆孔設備可實現最小孔徑25μm的加工,部分高端設備可達到10μm甚至5μm級別。具體最小孔徑取決于材料類型、厚度及設備配置。
Q3:紫外激光鉆孔會影響FPC的電氣性能嗎?
不會。紫外激光的“冷加工”特性使熱影響區極小,孔壁無碳化殘留,不會導致FPC絕緣電阻下降。經實測,紫外激光鉆孔的FPC在10萬次彎折測試后仍無斷裂,電氣性能保持穩定。
Q4:激光鉆孔機可以加工哪些FPC材料?
紫外激光鉆孔機可加工PI(聚酰亞胺)、PET、LCP(液晶聚合物)、MPI(改性聚酰亞胺)等FPC常用基材,以及銅箔、覆蓋膜等多層復合結構。針對不同材料,設備可通過調節脈沖寬度、功率密度等參數實現最佳加工效果。
Q5:鑫鐳激光的鉆孔設備支持自動化產線集成嗎?
支持。鑫鐳激光的紫外激光鉆孔設備支持卷對卷、片對片自動化加工,可配合定制化的上下料系統與視覺檢測模塊,實現無人化或少人化產線。
Q6:采購激光鉆孔機需要考慮哪些關鍵參數?
主要關注五點:①激光波長(FPC微孔優選355nm紫外);②最小加工孔徑(滿足產品需求即可,并非越小越好);③加工精度(重復定位精度建議±1μm以內);④熱影響區大小(越小對材料損傷越輕);⑤設備穩定性與售后服務(長時間連續加工時的功率穩定性至關重要)。
六、市場前景:激光鉆孔機需求持續攀升
據恒州誠思調研統計,2025年全球PCB、FPC行業用激光類設備收入規模約694.1億元,預計2032年接近1325億元,年復合增長率達9.7%。另據市場報告,全球FPC激光鉆孔設備市場2025年估值約3.205億美元,預計2034年將增長至7.128億美元。
隨著AI算力基礎設施建設的加速、折疊屏手機的普及以及新能源汽車電子的爆發式增長,FPC對更高密度、更小孔徑的需求將持續攀升。在這一產業升級的關鍵窗口期,國產激光鉆孔設備憑借性價比優勢、快速響應服務及定制化開發能力,正加速實現進口替代。
結語
從機械鉆針到紫外激光,FPC微孔加工技術的演進折射出整個電子制造行業對“精密”二字的極致追求。鑫鐳激光將繼續深耕激光精密加工領域,以更穩定、更高效、更智能的激光鉆孔設備,助力中國FPC產業邁向更高精度、更高質量的發展新階段。
- 上一篇: 已經是第一條
- 下一篇: 紫外激光打標機能在玻璃上刻字嗎