銅箔激光切割為何成為精密制造“標配”?鑫鐳激光破解超薄材料加工難題
在新能源汽車、消費電子、5G通信等產業高速發展的今天,銅箔作為鋰電池負極集流體、柔性電路板(FPC)和印刷電路板(PCB)的核心導電材料,其加工質量直接決定著終端產品的性能與安全。然而,銅箔厚度往往僅有6μm至135μm,纖薄如紙、柔軟易損。如何實現高精度、無毛刺、無熱變形的切割,一直是困擾行業的痛點。激光切割機的出現,為這一難題提供了近乎完美的解決方案。
一、傳統工藝的“天花板”:銅箔加工為何難?
過去,銅箔切割主要依賴刀模沖壓或化學蝕刻。刀模切割容易產生毛刺和變形——毛刺可能刺穿鋰電池隔膜導致短路,變形則影響導電性能;化學蝕刻工藝復雜、污染大,且難以適應多品種小批量的柔性生產需求。更為關鍵的是,銅對紅外激光的吸收率極低(約5%),導熱極快,采用傳統光纖激光切割時熱量迅速擴散,極易導致邊緣碳化、翹曲變形。
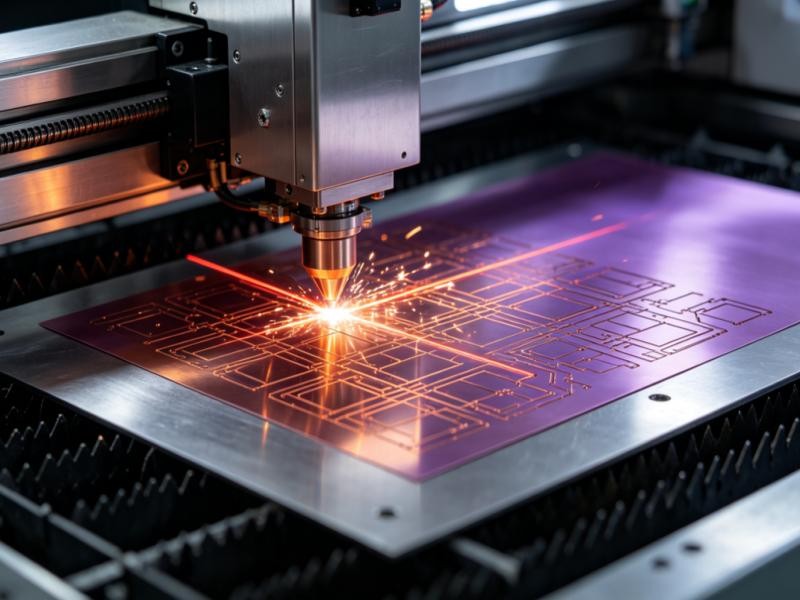
二、激光切割機的“破局之道”:冷光源成就精密切割
針對銅箔的特殊材料屬性,紫外激光切割機憑借“冷加工”特性脫穎而出。355nm紫外激光波長短、材料吸收率高(銅對紫外光的吸收率比1064nm紅外光高10-20倍以上),通過極窄的脈沖寬度(<25ns)實現材料的瞬間氣化,對加工面內層及附近區域幾乎不產生加熱或熱變形。這種加工方式帶來的優勢是革命性的:
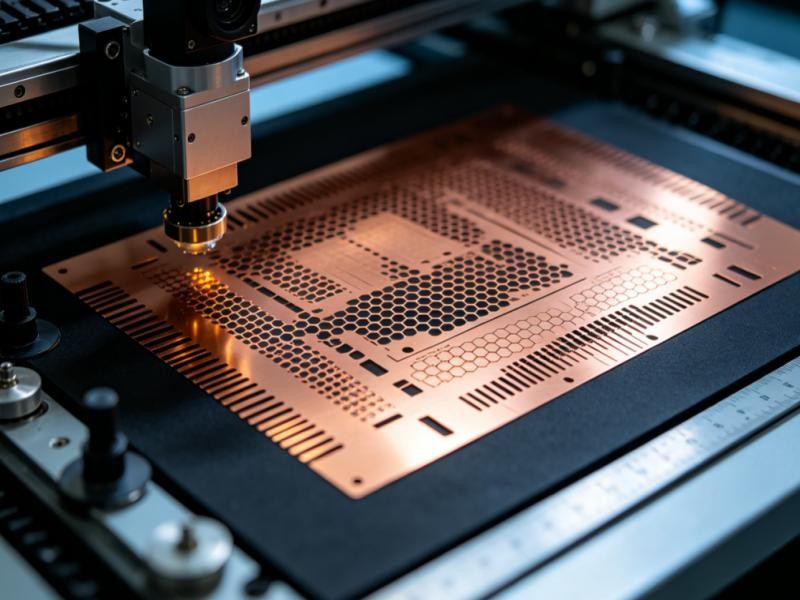
切割邊緣光滑無毛刺——紫外激光通過“光化學作用”直接破壞材料分子鍵,幾乎不產生熱影響區,邊緣無碳化、無毛刺、無熔融殘留。在鋰電池極耳切割中,毛刺尺寸可控制在10μm以內,極大降低了電池內部短路風險。
微米級加工精度——激光切割機可輕松實現±10μm甚至更高的輪廓精度,滿足鋰電池極耳、FPC精細線路等復雜圖形的高精度加工需求。
無機械應力損傷——激光是非接觸式加工,無工具磨損,徹底消除傳統沖壓、模切帶來的機械應力,避免薄如蟬翼的銅箔變形、毛刺或壓痕。
柔性高效——無需開模,通過軟件即可瞬間切換切割圖形,特別適合多品種、小批量及快速迭代的生產場景。
清潔環保——加工過程基本無粉塵(相比機械切割),更清潔,符合綠色制造趨勢。
三、鑫鐳激光:以專業設備賦能銅箔精密加工
作為一家深耕激光設備領域的高新技術企業,鑫鐳激光(深圳市鑫鐳創科自動化科技有限公司)成立于2014年,總部位于深圳坪山,旗下擁有光纖、紫外、二氧化碳激光打標機、激光焊接機及激光切割機等十大類型三十余種工業設備。公司擁有40余項技術專利,產品廣泛應用于汽車制造、3C電子、醫療器械等領域。
針對銅箔及超薄金屬材料的精密切割需求,鑫鐳激光推出了高精密小幅面金屬激光切割機及全自動卷料激光切割生產線等系列設備。設備精選優質激光器,結合自主設計的龍門式數控機床系統與精密滾珠絲桿、直線導軌傳動,可實現5mm以下金屬材料的高精密切割,具有精度高、速度快、轉化率高、免維護、運轉成本低等突出優勢。
在銅箔切割這一細分領域,鑫鐳激光的紫外激光切割機通過355nm“冷光源”與高精度CCD視覺定位系統(定位精度±0.01mm)的結合,實現了±10μm的孔位精度,切割邊緣光滑無毛刺、無碳化。其皮秒激光切割技術更將“冷加工”推向極致——超短脈沖在皮秒級釋放能量,熱影響區小至可忽略不計,無微裂紋,加工面細膩光滑。最新推出的液冷銅基板激光切割機,熱影響區可控制在8μm以內,切割后基板平面度<0.02mm,已通過量產驗證。
四、應用場景:從鋰電池到消費電子
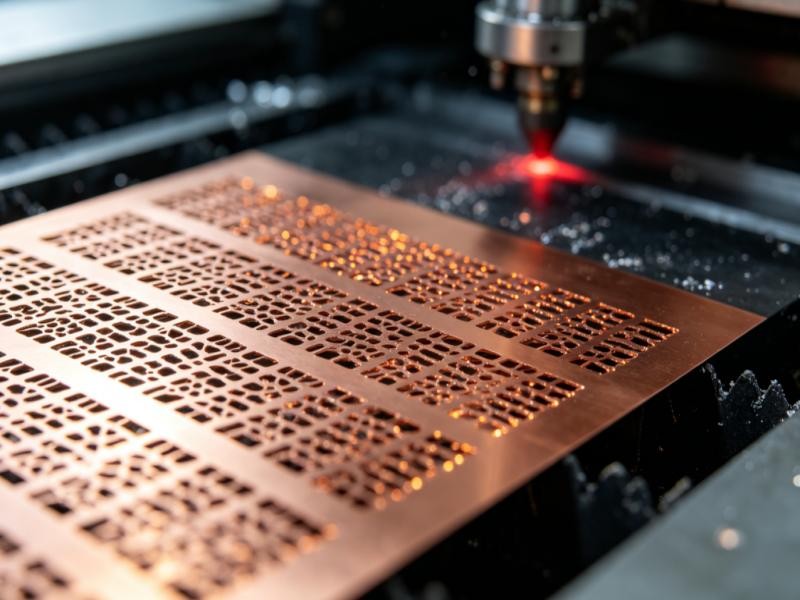
鋰電池極耳切割——精確修整負極銅箔集流體邊緣,形成整齊極耳,毛刺控制在微米級,保障電池安全。
柔性電路板(FPC)加工——對壓延銅箔進行精細輪廓切割、開窗、開槽,邊緣干凈無碳化,不損傷柔性基材。
PCB制造與封裝——切割內層銅箔形成特殊形狀,或用于封裝基板上的超精細銅結構加工。
五、真實案例:驗證卓越加工效果
案例一:某新能源電池企業極耳切割項目
該企業為國內頭部動力電池制造商,此前采用傳統模切方式加工鋰電池負極銅箔極耳(銅箔厚度8μm),長期面臨毛刺超標(平均25μm以上)、邊緣卷邊變形等問題,導致電池短路不良率居高不下。引入鑫鐳激光高精密紫外激光切割機后,通過355nm冷光源與精密運動平臺的協同配合,實現了極耳輪廓的一次性精密切割。經批量驗證,切割毛刺穩定控制在10μm以內,邊緣無碳化、無熔珠,電池組裝良率從92%提升至98.5%,同時省去了模具更換的時間和成本(原模具費用年均超20萬元)。該方案已在該企業多條產線穩定運行超過18個月。
案例二:某消費電子FPC制造企業精密加工項目
該企業為全球領先的智能手機FPC供應商,需要在高密度柔性覆銅板(銅箔厚度12μm,PI基材厚度25μm)上進行精細輪廓切割和開窗加工,要求切口光滑、無碳化且不損傷下層PI基材。此前采用的傳統紫外激光設備存在熱影響區偏大(約25μm)、邊緣輕微碳化等問題,影響后續線路良率。改用鑫鐳激光皮秒紫外激光切割機后,憑借超短皮秒脈沖的極致冷加工特性,熱影響區從25μm縮減至8μm以內,邊緣碳化程度低于2μm,PI基材完好率從89%提升至99.2%,單臺設備日產能滿足30萬片FPC的切割需求,客戶綜合投資回報周期縮短至14個月。
六、常見問題解答(FAQ)
Q1:銅箔激光切割應該選擇什么類型的激光器?
A:銅箔切割首選紫外(355nm)激光器。銅對紫外光的吸收率比紅外光高10-20倍以上,紫外激光的“冷加工”特性可最大限度減少熱影響和邊緣碳化。對于厚度極薄(如6-8μm)或對邊緣質量要求極高的場景,可選用皮秒紫外激光器,其熱影響更小、碳化程度更低。堅決排除紅外激光器。
Q2:激光切割銅箔會產生毛刺嗎?
A:采用紫外或皮秒激光切割銅箔,切割邊緣光滑無毛刺。紫外激光通過“光化學作用”直接破壞材料分子鍵而非熱熔,幾乎不產生熔融飛濺。配合精確的激光參數控制(功率、頻率、脈寬、速度),可將毛刺穩定控制在10μm以內,滿足鋰電池、FPC等行業最嚴苛的要求。
Q3:激光切割銅箔的熱影響區有多大?
A:納秒紫外激光切割銅箔的熱影響區可控制在10-20μm;皮秒紫外激光切割可將熱影響區進一步縮減至8μm以內,邊緣碳化程度低于2μm。極小的熱影響區確保了銅箔的電化學性能和材料完整性不受損傷。
Q4:激光切割機可以切割多厚的銅箔?
A:激光切割機可輕松應對6μm至135μm的銅箔切割。對于6μm的超薄銅箔,皮秒紫外激光切割可實現無變形、無毛刺的精密切割。
Q5:激光切割相比傳統模切有哪些成本優勢?
A:激光切割無需模具,省去模具更換的時間和成本(模具費用常達數萬元);非接觸加工無工具磨損;通過軟件即可瞬間切換切割圖形,適應多品種小批量生產。綜合評估省模具、省人工、高良率、快換型等效益,投資回報周期通常在1-3年內顯現。
七、結語
從動力電池到智能手機,從5G基站到航天衛星,銅箔正在支撐起信息與能源兩大核心產業的發展。而一臺高性能的激光切割機,正是將銅箔從原材料轉化為高價值產品的關鍵“利器”。鑫鐳激光憑借扎實的技術積累、豐富的行業經驗和定制化服務能力,正致力于為更多制造企業提供精密、高效、可靠的銅箔激光切割解決方案。
如果您正在尋找銅箔、超薄金屬或精密零部件的激光切割設備,歡迎聯系鑫鐳激光,獲取免費打樣與定制化方案咨詢。
- 上一篇: 已經是第一條
- 下一篇: 紫外激光打標機能在玻璃上刻字嗎